Stud welding is a method of quickly welding fasteners. It is not only efficient, but also can effectively control the joint quality through special equipment to obtain welded joints with full-section fusion to ensure the thermal conductivity, electrical conductivity and joint strength of the joint. When the robot is used to manipulate the stud welding torch, it can be welded in all directions. Robot stud welding has the advantages of high positional accuracy, good welding quality and stability, and fast welding speed.
Stud welding robot workstation
The welding robot workstation consists of seven parts:
1) One set of welding robot system: FANUC R-2000iB/165F+ external shaft (see photo).
2) Three sets of vibrating hoppers.
3) System safety and protection rooms, including safety light curtains, safety doors, TEKA dust removal systems and compressed air treatment systems.
4) Three sets of stud welding guns.
5) Touch screen console, including touch screen, suspension arm, operation box, industrial computer display mount and monitor display mount.
6) Three sets of robot grippers and one set of workpiece loading and unloading fixtures.
7) PLC control system: SIEMENS PLC S7-300+ MP177 movable color screen + PLC control cabinet + three-color lamp + station lighting + two-hand start button + ProfiBus bus communication module.
Workstation design and working principle
1. Design basis
1) Two-dimensional drawings, product drawings and digital models of the dashboard skeleton.
2) Craft factory process standards.
3) Bidding requirements.
2. Basic requirements for welding workpieces
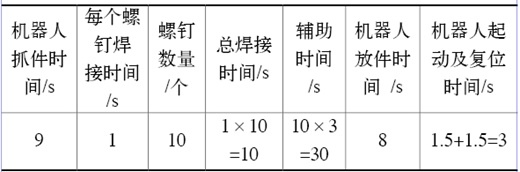
1) The consistency error at the weld of the part is less than ±0.5mm. The weld seam of the welded workpiece and the calculation of the beat are shown in the attached table.
2) There should be no flash on the part that affects positioning and welding.
3) Parts or parts sub-assemblies shall conform to the size of the drawings provided.
3. Working principle of welding robot workstation
(1) Workstation process flow? After the system starts all normal, the operator installs the long pipe and the short pipe to the loading fixture to the loading and unloading station. After the assembly is completed, exit the loading and unloading station and press the two-hand start button. The fixture automatically clamps the workpiece, the quick shutter is closed, and the workstation is in the ready state. When the robot returns to the origin and meets the starting conditions, the robot gripper grabs the workpiece on the loading jig and places it in the stud welding area for welding. Only one screw can be welded to each stud gun. The robot automatically calls the corresponding program according to the type of workpiece the operator inputs on the touch screen.
During the welding process, the external shaft motor of the robot gripper drives the workpiece to rotate to a suitable angle to match the robot for welding. The fast rolling door is automatically opened, and the operator installs the long tube and the short tube to the loading fixture. After the robot is welded, the workpiece is placed on the blanking fixture, and then a new workpiece is grabbed from the loading fixture for welding. When the robot grabs the workpiece for welding, the quick shutter automatically opens, the operator installs the new workpiece onto the loading fixture, and then removes the workpiece of the welded screw from the blanking fixture. The operator exits the loading and unloading station and presses the two-hand start button. The quick rolling door is automatically closed and the workstation enters the next working cycle.
(2) Control system The control system uses SIEMENS PLC to collect the signals from the fixtures into the CPU through the PROFIBUS-DP network, and send the processed signals to the execution components on the fixture through the PROFIBUS-DP network. Through the I/O point of the PLC, the other peripheral signals of the workstation, such as the maintenance door operation box and the safety light curtain, are directly integrated to realize the management and control of the workstation. The connection between the PLC and the touch screen is via a dedicated MPI cable, and the communication between the PLC and the robot is PROFIBUS. The PLC is the master station and the robot is the slave station.
MP177 removable color screen Siemens controller is used to display the running status and fault type of each device of the workstation. The touch screen is a bilingual interface in Chinese and English. It is mainly used by system maintenance personnel to perform maintenance and fault analysis on the system. The operation mode is divided into automatic and manual: in the automatic mode, the operator only needs to start the ready button, and the workstation automatically completes the continuous operation such as the robot welding operation and the clamp opening; in the manual mode, the operator can realize the single step decomposition of each fixture through the touch screen. action. The workstation sets the tricolor tower light to indicate the working status and uses the fault sound and light alarm. The robot workstations are equipped with service doors and door safety locks.
A two-hand start button box is provided at the fence opening of the loading and unloading station, and the system loading is notified by pressing the ready button of the operation box.
(3) workpiece loading and unloading fixture and robot gripper? The pneumatic components of the fixture mainly use FESTO or DESTACO cylinders; the proximity switch for detecting the presence or absence of workpieces on the fixture selects the Balluff brand; the solenoid
Valve is used to control the cylinder movement; the electrical signal and control on the fixture The electrical connection of the cabinet adopts the way of aviation plug; the fixture cylinder is clamped in place and released in position detection switch, which can detect the clamping condition of the workpiece, the workpiece clamping is not in place or not pressed, and the system can automatically alarm. There are interlocking and interlocking protection functions between certain movements of the fixture; the fixture is designed to facilitate the operator to unload the material, and the positioning pin on the fixture adopts the pumping mechanism; the robot gripper design considers the weldable space of the welding gun, and conforms to the production process. Requirements, the best welding posture and welding effect should be ensured, so that the welding gun, workpiece and gripper do not interfere with each other; the positioning pin and positioning surface on the fixture are designed with 3mm adjustment link; the fixture is accurate in positioning, convenient in operation, reasonable in structure and reliable. High sex. The hardness of the positioning surface material reaches 40 to 45 HRC.
(4) Basic requirements of the buyer's site environment: ambient temperature 0 ~ 45 ° C; relative humidity ≤ 80%; vibration acceleration < 0.5g; three-phase power supply 380V; voltage fluctuation range ± 10%; frequency 50Hz. Power requirements: The power supply for the robot control cabinet and the power supply for welding are required to be taken out from the grid transformer separately, with a separate air switch. Detailed power requirements are requested from the buyer after detailed design. The laser generator and control cabinet must be grounded separately, and the grounding resistance is <100Ω.
Compressed air 50N/cm 2 (filtering water and oil); expansion bolts for all equipment and ground connection, the thickness of cement layer is required to be at least 300mm, and it is used for foundation treatment in conventional workshops; there is no special requirement for workshop height, doors and windows, etc.
Conclusion
The original manual welding stud method can not meet the needs of enterprise production, and the flexible welding technology of the robot has adapted to the needs of the rapid development of today's industry, and has become a technological revolution in the stud welding industry. The application of robot technology in the welding of the instrument frame skeleton stud ensures the welding precision and welding strength. It has fundamentally improved the equipment level of the enterprise, improved the processing quality of the products, reduced the material consumption, saved the cost, and enhanced the market competitiveness of the enterprise products.
Flange
ZHITONG PIPE VALVE TECHNOLOGY CO.,LTD , https://www.ztpipevalve.com