Thin-walled elbow lathe fixture (2)
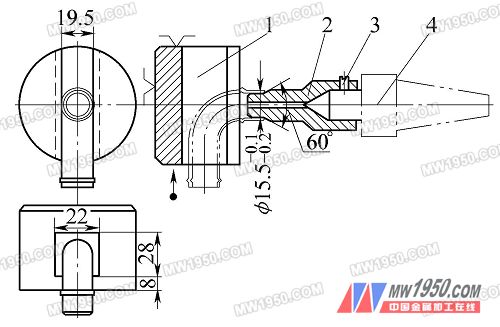
Based on a thorough summary and analysis of previous failure experiences, we have designed a slot-and-column fixture. As shown in Fig. 4, the jig is mainly composed of a body 1 having a transverse through groove and a tip sleeve 2. When in use, only the three-jaw self-centering chuck is used to clamp the body 1. The workpiece is placed in the groove as shown in the figure, and the workpiece can be gently tightened by the top sleeve 2 (mounted on the top of the lathe). Figure 4: Structure of a groove and column fixture 1. Body 2. Top set 3. Top wire 4. Top tip Positioning principle: The 19.5mm groove is used to clamp the 21.5mm protruding structure of the workpiece for axial positioning, and the 60° cone and the 15.5 mm cylindrical surface of the top sleeve are used for radial positioning, and the groove structure itself acts as a lever to limit the workpiece. Rotate around the axis of rotation of the machine. Precautions for making and using the fixture: When processing the 19.5mm channel, the body 1 should ensure that the groove passes through the center line of the cylinder. At the same time, considering that the circulation tube is bent, the local size becomes larger and exceeds 19 mm wide, which can widen the bottom of the groove (such as Figure 4: groove of 22 mm wide); the 60° cone of the tip sleeve 2 acts as a radial positioning and topping, and the front cylinder of the cone acts as an auxiliary positioning and support, so both must have a top 4 Constant coaxiality requirements: Because the top sleeve and the top are tightly fitted, the top sleeve needs to have a venting hole to facilitate its assembly with the tip. When the workpiece is clamped, it should be slid from the end of the groove and held by hand, then gently tightened with the tip to turn the machine. Effectiveness analysis: The fixture has a simple structure, convenient and fast operation, and high positioning accuracy. Compared with the previous V-shaped slider fixture, the processing efficiency has been increased from about 200 pieces per shift to more than 550 pieces; the pass rate has increased from about 65% to over 97%; the fixture structure has been greatly simplified, the production cost has been reduced, and production has been accelerated. reaction speed. For more articles, please refer to "Metal Processing" Cold Processing 2008 No. 1 Previous page Water Based Insecticide,Aerosol Insecticide,Insecticide Spray Fenghua Jade Motor Co., Ltd. , http://www.aerosolmp.com
3. Analysis of one slot and one column fixture