Application of Displacement Ventilation in Welding Dust Treatment
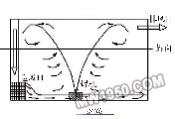
[ Abstract] Through the analysis of the relevant characteristics of welding process - welding fumes and welding plume, combined with the characteristics of displacement ventilation, the superiority of using displacement ventilation in the welding workshop for dust control is discussed. As an important part of the manufacturing industry, in recent years China's welding and related processes have developed quite rapidly. However, the large amount of smoke generated during welding poses a great hazard to the health of the practitioners. Epidemiological studies have shown that welders are a high-risk group of respiratory diseases, including bronchitis, respiratory tract irritation, metal heat, respiratory function changes, and lung cancer. Therefore, it is necessary to take appropriate ventilation measures in the welding workshop to control the concentration of smoke. of. Compared with traditional mixed ventilation, displacement ventilation has the advantages of high ventilation efficiency, good air quality and energy saving in some applicable applications. The welding workshop has the characteristics of large space, large height, contaminant and residual heat, which makes the welding workshop especially suitable for displacement ventilation. The application of displacement ventilation in the welding shop is discussed below from the characteristics of the welding process. 1. Characteristics of the welding process The two factors affecting ventilation during welding are mainly welding fumes and welding plumes. Among them, welding fume is a pollutant that needs to be discharged through ventilation, and welding plume is a special airflow state generated under welding conditions. The effects of welding fumes and plumes on ventilation are described below. (1) Characteristics of welding fume The welding machine releases a large amount of welding fumes (including dust and gas) during the welding process. Welding fumes are the main pollutants in the welding shop. The maximum allowable concentration of welding fumes in the welding work area specified in the "Sanitary Standard for Welding Fume in Air in Workshops" (GB16194-1996) is 6mg/m3. In the "Occupational Exposure Limits for Harmful Factors in the Workplace" (GBZ2-2002), the time-weighted average allowable concentration (TWA) of welding fume is 4 mg/m3, and the time-weighted average allowable concentration of manganese and its compounds (converted to MnO2) is 0.15 mg/m3. The particle size of the welding soot particles ranges from 1×10-3 to 1×102 μm, and the particle diameter of the particles having the greatest influence on human health is 0.1 to 1 μm. This part of the particles can enter the alveoli through the upper respiratory tract of the human body and deposit in the lungs. The deposition rate is more than 50%, which can cause respiratory diseases and lung cancer. Therefore, 0.1 to 1 μm of welding soot particles is the focus of research. The sedimentation velocity is negligible compared to the indoor airflow velocity, that is, the smoke can be considered to flow with the indoor airflow. In this way, the welding fumes can be discharged through comprehensive ventilation, and the concentration of soot in the workshop can be reduced. (2) Characteristics of welding plume A large amount of heat is generated during the welding process, usually the power of the welding machine can reach several kilowatts or tens of kilowatts or more. The surrounding air is heated and rises as the density decreases, while entraining the surrounding air and flowing to the top of the room, forming a plume. Welding fumes, along with their small particle size, follow the plume movement. Figure 1 Welding plume When the welding is started, the initial plume is quite weak, and it is easily disturbed by the shielding gas sprayed by the welder. The radius of the initial plume is large. The gradual melting of the electrodes causes the surrounding convection to become more intense, and the plume gradually develops into another shape. When the plume rises to a certain height, its temperature has dropped to the temperature of the surrounding air, and it cannot continue to rise. It spreads horizontally and forms a layer. This height is called the plume balance height. It takes about 1 to 2 minutes for the welding plume to start from full development (see Figure 1). After that, the plume continues to expand, and its stratification as a whole rises slowly. At this time, it can be regarded as a semi-steady state, which can be studied as a steady-state plume. The formation and development process of welding plume is shown in Figure 2. Figure 2 Formation and development of welding plume 2. Characteristics of displacement ventilation The traditional mixed ventilation is to deliver air from the upper part or the side of the room at high speed, the indoor air is evenly mixed, and the whole room temperature and pollutant concentration are basically the same. Unlike mixed ventilation, displacement ventilation is to send fresh air directly to the lower working area of ​​the room (less than 1.8m) and form an air lake on the floor that is diffused by cooler fresh air. The indoor heat source (personnel and equipment) generates an upward convective airflow, and the fresh air flows with the convective airflow to the upper part of the room to form a dominant airflow of indoor air movement, and the air outlet is disposed at the top of the room. The temperature of the fresh air sent into the room is usually lower than the temperature of the indoor working area. The cooler air sinks to the ground surface due to the high density. For example, water is poured into the lower part of the room to form an air lake, and the polluted air is discharged from the upper part. , see Figure 3. The air supply speed of the displacement ventilation is about 0.25 m/s (the industrial building can be increased to about 0.5 m/s). Figure 3 Interface diagram The interface is an important concept in the replacement ventilation. During the ascent of the plume, as the plume continuously entrains the surrounding air, its flow rate increases continuously. If the flow rate is greater than the air supply volume at the ceiling, according to the continuous diagnosis, there will be a part of the hot turbid airflow. Returning, thus forming a layer of hot turbid air at the top, the updraft flow at any level of elevation is equal to the sum of the amount of blown air and the flow of return air. Therefore, the plume flow on a certain plane must be equal to the amount of air delivered, and the amount of return air on this plane is zero. This plane is called the interface. In the steady state, this interface divides the indoor air into two areas in the flow state, namely the upper turbulent mixing zone and the lower unidirectional flow zone, as shown in FIG. Below the interface, the flow pattern is approximately upward unidirectional, and the contaminants are sent to the upper part of the room by the plume and are removed, and will not enter the lower part of the room again, ensuring that the lower part is always in a cleaner environment. Above the interface, the air is highly mixed, and its temperature and pollutant concentration are high. However, since people usually do not enter the area, there is no need to consider it, as shown in Figure 4. Figure 4 Schematic diagram of displacement ventilation in the welding workshop When applying displacement ventilation in the welding shop, it is only necessary to determine that the interface height is greater than the height of the work area, so that the staff is always in a clean and cool environment. Displacement ventilation and mixed ventilation work differently, the corresponding delivery and exhaust temperatures are also different. In displacement ventilation, the temperature and pollutant concentration in the working area are close to the air supply conditions, and the temperature and pollutant concentration in the upper part of the room are close to the exhaust air condition; while the temperature and pollutant concentration in the mixed ventilation room are basically the same. If the same comfort temperature is required in the work area, the air supply temperature required for the displacement ventilation system can be higher than that of the mixed ventilation; if the concentration of the pollutants is required to be controlled within the same range in the work area, the displacement ventilation system is required. The air supply is less than the mixed ventilation, which makes it possible to use low-grade heat sources and save air-conditioning operating costs. On the other hand, in the case of the same operating costs, the use of displacement ventilation, the concentration of soot in the work area will be much smaller than the use of mixed ventilation, can greatly improve the working environment of the welding workers. 3. Conclusion (1) Displacement ventilation is adopted in the closed welding workshop, and the dust removal and cooling in the working area have obvious advantages. (2) The above discussion mainly considers the operation of displacement ventilation in summer cooling conditions and no heating in winter. In winter heating conditions, there is no obvious advantage in displacement ventilation, and the effect is similar to mixed ventilation. (3) Displacement ventilation In the excessive season, a new wind system can be used, and the energy saving effect is obvious. (4) For the welding workshop with large amount of soot production, a combination of partial exhaust and displacement ventilation can be used in some process areas to reduce the amount of dust removal in the overall ventilation, thereby reducing the air supply volume of the displacement ventilation.
Rectangular prisms(right angle prism) are used to deflect a beam of light through 90 or 180 degrees. This can be used as component to create various optical devices.Rectangular prism/right angle prism is often used in telescope,periscope and other optical system. N-bk7 material can be used for a range between the visible and infrared light. Fused silica material can be used for a range between ultraviolet and infrared light. China star optics offers a wide range of different materials and different degrees of precision prisms, such as Wedge Prism,right angle prism,rhombohedral prism,Dove prism,Penta prism,pyramid prism,dispersing prism etc.
Specification of our prisms like follow: Right Angle Prism,Optical Glass Right Angle Prism,Optical Prisms Kits,High Precision Right Angle Prisms China Star Optics Technology Co.,Ltd. , https://www.realpoooptics.com



Material: HK9L Grade A optical glass,Fused Silica JGS1,JGS2,JGS3, or other optical glass materials.
Dimension (mm):1.0-300.0 mm.
Dimension Tolerance(mm): +0.0/-0.2 (General), +0.0,/-0.05(High Precision)
Clear Aperture: >90%
Angle Tolerance: <3 min(General), <3 sec (High Precision)
Flatness@ 633 mm: l/2λ(General), l/4λ(High Precision)
Surface Quality:60/40 (General), 10/5(High Precision)
Bevel(mm): 0.1mm to 0.5 mm
Coating: Uncoated,AR,HR coating etc.