New Cemented Carbide - Surface Coated Carbide
Type:steel end milling cutte,Use:Metal Drilling,Suitable for:Copper, Cast Iron, Carbon Steel, Mould Steel etc.
Tungsten Carbide End Mills,Hrc Flute Ball Nose End Mill,Carbide Thread End Mills,Solid Carbide Single Flute End Mill Changzhou Bomitools Co.,Ltd. , https://www.bomitools.com
Key words: cemented carbide; coated blade; cutting tool
1 Overview By the method of chemical vapor deposition (CVD), a thin layer of wear-resistant TiC or TiN, HfN, Al2O3, etc. is coated on the surface of the cemented carbide insert to form a surface-coated cemented carbide. This is an important development in the development of modern cemented carbide. In 1969, the TiC coated carbide inserts developed by West Germany and the Sandvik Company of Sweden were first introduced to the market. After 1970, the United States, Japan and other countries also began to produce such blades. Over the past 30 years, coating technology has made great progress. Coated cemented carbide inserts have been developed from the first generation to the second generation and the fourth generation.
Coated cemented carbide inserts are generally made into indexable styles. Use the machine clamp method to install the card on the tool holder or the cutter body. It has the following advantages:
1) Because the coating material of the surface layer has extremely high hardness and wear resistance, the coated cemented carbide allows higher cutting speed than the uncoated cemented carbide, thereby improving the processing efficiency; Significantly improved tool durability at the same cutting speed.
2) Since the coefficient of friction between the coating material and the material to be processed is small, the cutting force of the coated blade is somewhat reduced as compared with the uncoated blade.
3) When the coated blade is processed, the processed surface quality is good.
4) Due to the comprehensive performance, the coated blades have better versatility. A coated grade of blade has a wide range of applications.
2 coating process
The most common method for cemented carbide coating is high temperature chemical vapor deposition (HTCVD), which is to purify pure H2, CH4, N2, TiCl4, AlCl3, CO2 or other gases in a normal or negative pressure deposition system. Vapor, according to the composition of the sediment, the relevant gases are uniformly mixed according to a certain ratio, and sequentially applied to the surface of the cemented carbide blade at a certain temperature (generally 1000 ° C to 1050 ° C), that is, depositing TiC and TiN on the surface of the blade. , Ti(C,N) or Al2O3 or a composite coating thereof. The reaction equation is summarized as follows:
TiCl4+CH4+H2→TiC+4HCl+H2
TiCl4+1â„2N2+2H2→TiN+4HCl
TiCl4+CH4+1â„2N2+H2→Ti(C,N)+4HCl+H2
2A1Cl3+3CO2+3H2→Al2O3+3CO+6HCl
Coating on the surface of cemented carbide inserts by PCVD (plasma chemical vapor deposition) is also applied. Because the coating process temperature is low (700°-800°), the bending strength of the insert is reduced to a small extent. Suitable for milling inserts.
Before coating, the surface of the base blade shall be cleaned and the cutting edge shall be passivated. After the coating, there is a difference in the coefficient of linear expansion between the coating material and the base material, so that the surface of the coating blade inevitably generates residual tensile stress and the bending strength of the blade is lowered. Usually, a thin layer of TiC is first applied on the surface of the substrate because the coefficient of linear expansion of TiC is closest to that of the substrate; TiN, Al2O3, etc. are coated on the outside. In the past, TiC was used for single-coat materials, TiC/TiN, TiC/Al2O3 for double-layer coating materials, and TiC/Ti(C,N)/TiN, Tic/Al2O3/TiN, etc. for the three-layer coating materials. In recent years, with the improvement of the matrix material, the coating material is also useful for the bottom of the TiN, that is, the coating materials such as TiN/TiC/TiN, and HfN, MoS2, and the like.
3 Domestic development of coated cemented carbide
Domestic research on cemented carbide CVD coating technology and the development of blades began in the early 1970s, but it is still the 80s that really formed production capacity and popularized it. In 1983, Zhuzhou Cemented Carbide Plant introduced HTCVD coating furnace, fine grinding and cutting edge passivation equipment from Bernex Company of Switzerland, and produced CN series and CA series coated carbide inserts. The base blade adopts domestic grades. (See Table 1). Later, the plant introduced equipment and coating technology from Sandvik, Sweden, to produce YB series coated carbide inserts, and the base was made of special special materials (Table 2). Among them, YB120 and YB320 are milling grades, and others are mainly used for turning. 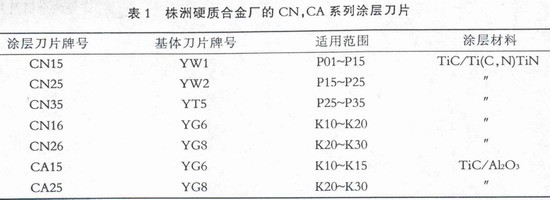
 In recent years, Zigong Cemented Carbide has introduced a coated blade of the grade ZC21. Its matrix is ​​a gradient structure material, the coating material is TiC/TiN, the density is 13.0~14.0g/cm3, the bending strength is ≥1.6GPa, it can be used for intermittent cutting, and it can also be used for continuous cutting.
In recent years, Zigong Cemented Carbide has introduced a coated blade of the grade ZC21. Its matrix is ​​a gradient structure material, the coating material is TiC/TiN, the density is 13.0~14.0g/cm3, the bending strength is ≥1.6GPa, it can be used for intermittent cutting, and it can also be used for continuous cutting.
4 The application range of coated cemented carbide tools is due to the coating process, the toughness and bending strength of the base blade are inevitably reduced, and the chemical properties of the coating material, etc., so the coated carbide inserts are still only A certain scope of application. It can be used for finishing, semi-finishing and lighter loading of various carbon structural steels, alloy structural steels (including normalized and quenched and tempered), easy-cut steel, tool steel, martensitic stainless steel and grey cast iron. roughing. Coated inserts are best suited for continuous turning, but can also be used for profiling with little change in depth of cut, intermittent turning with less impact and some milling operations. Coated blades have also been used in cutting and threading in recent years. However, TiC and TiN coated inserts are not suitable for processing the following materials: high temperature alloys, titanium alloys, austenitic stainless steels, non-ferrous metals (pure metals such as copper, nickel, aluminum, zinc, and alloys thereof). Heavy roughing, the processing of castings with severe sand and hard skin on the surface is not suitable for coated blades.
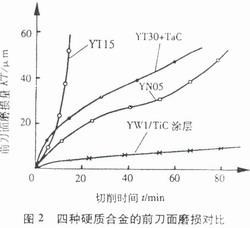
5 Cutting test coated carbide inserts have thin layers of TiC, TiN, Ti(C, N), Al2O3 and other hardnesses, so the wear resistance is very strong: the author used TCCVD TiC single layer coating WC The base cemented carbide insert is YW1/TiC of the base, and is compared with the uncoated WC-based alloy YT15, YT30+TaC, and TiC-based alloy YN05. The workpiece material was 60Si2Mn (withered high strength steel, HRC40), and the cutting amount was αp = 0.5 mm, f = 0.2 mm/r, and ν = 115 m/min. Tool geometry parameters γ0=4°, α0=8°, κr =45°, λs =-4°, rE =0.8 mm. The flank wear VB of the turning tool and the crater wear KT of the rake face were measured respectively, and the obtained tool wear curve is shown in Fig. 1 and Fig. 2. It can be seen that the wear resistance of YW1/TiC coated inserts is not only higher than YT15 (P10), but also higher than YT30+TaC, (P01), and even higher than TiC based alloy YN05 (P01); The wear resistance of 洼 wear is particularly significant. 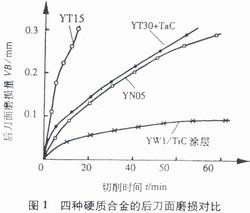
 The author also used YW3 cemented carbide inserts as the base. In a HTCVD coating furnace of a research institute, a single layer, double layer and three layers of coating materials were applied to form three coated blades; YW3/TiC, YW3/ TiC/TiN, YW3/TiC/Ti(C,N)/TiN. Together with the base cemented carbide YW3, 60Si2Mn steel (HRC40) was turned together. Cutting amount αp = 0.5 mm, f = 0.2 MM / r, ν = 150 m / min, tool geometry parameters γ0 = 4 °, α 0 = 8 °, κr = 45 °, λs = 4 °, rE = 0.8 mm. The resulting flank wear curve is shown in Figure 3. The wear resistance of the coated blade is much higher than that of the uncoated blade YW3; the coating blade of different layers has a certain difference in wear resistance, the lead of the three layers is coated, and the second layer is applied second. The single layer is even more, but the difference is not too big.
The author also used YW3 cemented carbide inserts as the base. In a HTCVD coating furnace of a research institute, a single layer, double layer and three layers of coating materials were applied to form three coated blades; YW3/TiC, YW3/ TiC/TiN, YW3/TiC/Ti(C,N)/TiN. Together with the base cemented carbide YW3, 60Si2Mn steel (HRC40) was turned together. Cutting amount αp = 0.5 mm, f = 0.2 MM / r, ν = 150 m / min, tool geometry parameters γ0 = 4 °, α 0 = 8 °, κr = 45 °, λs = 4 °, rE = 0.8 mm. The resulting flank wear curve is shown in Figure 3. The wear resistance of the coated blade is much higher than that of the uncoated blade YW3; the coating blade of different layers has a certain difference in wear resistance, the lead of the three layers is coated, and the second layer is applied second. The single layer is even more, but the difference is not too big. .jpg) The authors used a PVD (Physical Vapor Deposition) coating process to coat TiC on a YT15 (P10) cemented carbide insert substrate and then turned 60Si2Mn steel (HRC40) for turning compared to the YT15 insert. Cutting amount αp =1 mm, f=0.2 mm/r, ν=115 m/min. The tool geometry parameters γ0=4°, α0=8°, κr =45°, λs=4°, rE=0.8 mm. The resulting flank wear curve is shown in Figure 4. It can be seen that the use of PVD coated carbide inserts is also good. The low temperature of the PVD coating is beneficial to reduce the surface residual stress of the cemented carbide coated blade; however, the bonding strength between the PVD coating and the substrate is slightly inferior to that of the CVD process. With the advancement of PVD process methods, applications have become more widespread in recent years.
The authors used a PVD (Physical Vapor Deposition) coating process to coat TiC on a YT15 (P10) cemented carbide insert substrate and then turned 60Si2Mn steel (HRC40) for turning compared to the YT15 insert. Cutting amount αp =1 mm, f=0.2 mm/r, ν=115 m/min. The tool geometry parameters γ0=4°, α0=8°, κr =45°, λs=4°, rE=0.8 mm. The resulting flank wear curve is shown in Figure 4. It can be seen that the use of PVD coated carbide inserts is also good. The low temperature of the PVD coating is beneficial to reduce the surface residual stress of the cemented carbide coated blade; however, the bonding strength between the PVD coating and the substrate is slightly inferior to that of the CVD process. With the advancement of PVD process methods, applications have become more widespread in recent years. 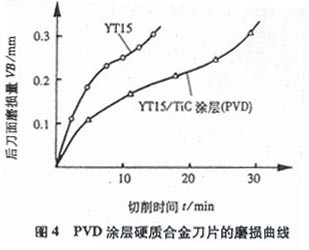 The cutting edge of the coated insert is less than the uncoated insert due to the reduced coefficient of friction between the knives and chips. Experiments show that the main cutting force Fc can be reduced by 3% to 4% (by comparison with uncoated blades), and the main cutting force Fc can be reduced by coating the Ti-cut steel with TiC. Small 6% to 9%. The reduction of Fp and Ff is particularly significant. The effect of the Al2O3 coating on the reduction of the cutting force is close to that of the TiN coating.
The cutting edge of the coated insert is less than the uncoated insert due to the reduced coefficient of friction between the knives and chips. Experiments show that the main cutting force Fc can be reduced by 3% to 4% (by comparison with uncoated blades), and the main cutting force Fc can be reduced by coating the Ti-cut steel with TiC. Small 6% to 9%. The reduction of Fp and Ff is particularly significant. The effect of the Al2O3 coating on the reduction of the cutting force is close to that of the TiN coating.