Microstructure analysis of friction welded joints of 45 steel and W9MnCrV
Galvanized Mild Steel Link Chain Mild Steel Welded Straight Link Chain,Galvanised Steel Long Link Chain ,Mild Steel Galvanized Link Chain,Mild Steel Link Chain Guangdong Gongyou Lift Slings Machinery CO.,LTD , https://www.workmatehoist.com
Materials and Methods
The analysis samples include three types: one is W9MnCrV and 45 steel friction welded joints (880°C~890°C, 5~6h) in the annealed state; the other is the W9MnCrV and 45 steel friction welded joints directly after air cooling after welding; Fracture sample. Observed with a S2530 scanning electron microscope.
Sample preparation: The analytical sample preparation method for SEM observation of W9MnCrV and 45 steel friction welded joints is the same as the preparation method of metallographic samples (except for fracture samples).
Experimental etchant: 5% HNO3 + 95% C2H5OH; corrosion time is 60 s.
Scanning electron microscope observation and analysis
Figure 1 shows that the weld superheated zone of the W9MnCrV and 45 steel friction welded joints in the annealed state has obvious black coarse particles, which may be due to insufficient forging pressure to cause oxidation or other impurities not to be completely squeezed. It can also be seen that the microstructure in the direction of 45 steel in the superheated zone is almost ferrite, and the weld zone in the high-speed steel edge has a distinct decarburization layer. This decarburization phenomenon is related to the burning and oxidation of the material during the welding process. Due to the decarburization in the weld zone, the material hinders the grain growth during quenching, which is also the reason why the austenite grains are particularly coarse after quenching, and even the coarse grains after tempering are still faintly visible. It can also be seen from Figure 1 that the decarburization of 45 steel is more serious than that of high speed steel and may have a certain influence on the welding quality. Because of the decarburization in the near weld zone, the austenite grains are coarsened after quenching, and this phenomenon cannot be completely eliminated during tempering. At the same time, due to the different microstructures of the weld zone, the expansion coefficients of different tissues under different conditions are different, and there may be different structural transformations and volume changes during quenching, resulting in heat-affected deformation. 
Fig.1 SEM image of W9MnCrV and 45 steel friction welded joints (Bar=5μm) 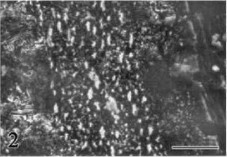
Fig. 2 SEM image of carbonized fine-grained zone and decarburized layer after annealing of high-speed steel (Bar=10μm) 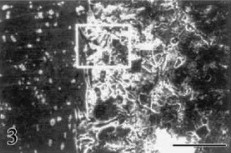
Fig. 3 Martensite, carbide and black structure of air-cooled material after high-speed steel welding, the annealed carbonized fine-grained zone and decarburized layer scanned structure; 45 steel side is composed of ferrite and pearlite Body (Bar=25μm) 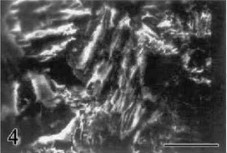
Figure 4 is a magnified photograph of the air-cooled martensite structure after high-speed steel welding in the white frame of Figure 3 (Bar = 5 μm) 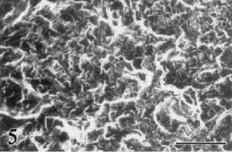
Fig. 5 SEM photograph of the fracture of W9MnCrV and 45 steel friction welded joints (Bar=100μm)
Scanning electron microscopy of W9MnCrV and 45 steel friction welded joints showed that there was a significant decarburization zone at the weld of the material.
· Post-weld insulation and direct annealing are important measures to prevent the welding material from generating a large number of stress cracks.