The most complete thread processing summary in history
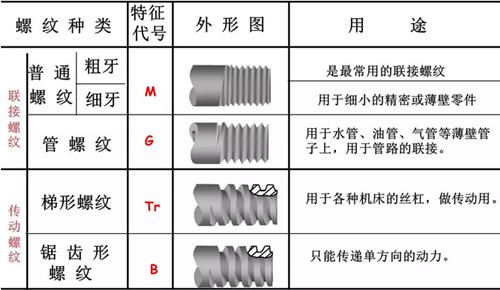
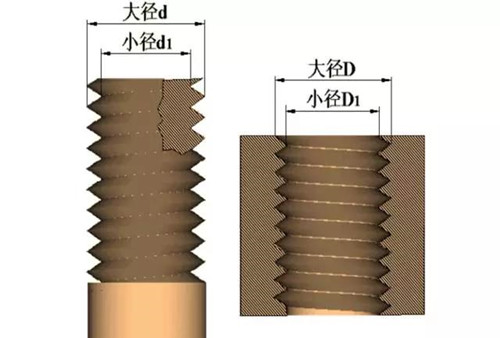
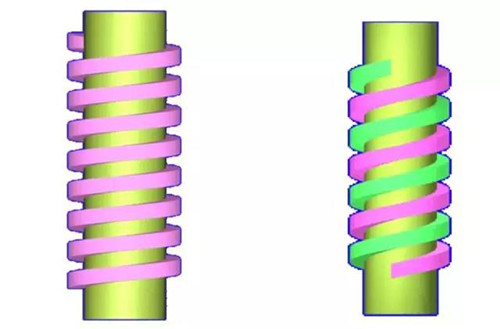
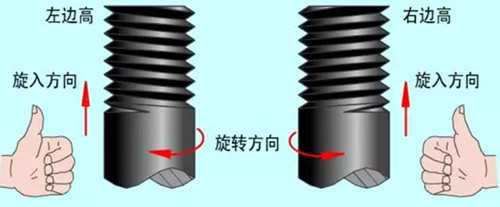
Thread is one of the common geometric features in mechanical engineering and is widely used. There are many processing techniques for threads, such as rolling and twisting based on plastic deformation, turning, milling, tapping and threading, thread grinding, thread grinding, etc. based on cutting. First, the type of thread According to the tooth type, it can be divided into triangle, trapezoid, rectangle, zigzag and arc thread; According to the direction of the thread, it can be divided into left-handed and right-handed; According to the number of spiral lines, it can be divided into single line and multi line; According to the shape of the thread parent, it is divided into a cylinder and a cone. Second, the elements of the thread The thread consists of five elements: tooth shape, nominal diameter, number of lines, pitch (or lead), and direction of rotation. Tooth type On the cross-sectional area through the thread axis, the contour shape of the thread is called a tooth shape. There are triangles, trapezoids, zigzags, arcs and rectangles. Thread type comparison: 2. Diameter The thread has a large diameter (d, D), a medium diameter (d2, D2), and a small diameter (d1, D1). The nominal diameter is used when indicating the thread, and the nominal diameter is the diameter representing the thread size. The nominal diameter of a common thread is the large diameter. External thread (left) internal thread (right) 3. Number of lines A thread formed along one spiral is called a single thread, and a thread formed by two or more spirals equidistantly distributed in the axial direction is called a multi-thread thread. Single thread (left) double thread (right) 4. Pitch and lead The pitch (p) is the axial distance between two points on the median diameter of two adjacent teeth. The lead (ph) is the axial distance between two points on the same diameter line of the adjacent two teeth on the same spiral line. For single thread, lead = pitch; for multi-thread threads, lead = pitch x number of lines. 5. Direction of rotation The thread that is screwed in when rotating clockwise is called a right-hand thread; The thread that is screwed in when rotated counterclockwise is called a left-hand thread. Left-hand thread right-hand thread Third, thread processing A method of machining various internal and external threads with a thread processing tool. Thread cutting Generally refers to the method of machining threads on a workpiece by using a forming tool or an abrasive tool, mainly including turning, milling, tapping, wire grinding, grinding and cyclone cutting. When turning, milling and grinding threads, the machine's drive chain ensures that the turning tool, milling cutter or grinding wheel can accurately and evenly move a lead along the workpiece axis. During tapping or threading, the tool (taper or die) rotates relative to the workpiece and guides the tool (or workpiece) for axial movement by the previously formed threaded groove. 2. Thread turning For turning threads on a lathe, a forming turning tool or a threaded comb can be used (see threading tool). Turning the thread with a forming turning tool, because of the simple structure of the tool, it is a common method for producing threaded workpieces in single and small batches; threading with a threaded comb has high production efficiency, but the tool structure is complex and suitable only for medium and large batch production. Short threaded workpiece for turning fine teeth. The precision of the pitch of the trapezoidal thread for turning on a general lathe can only reach 8 to 9 (JB2886-81, the same below); the threading on a special threaded lathe can significantly improve the productivity or accuracy. 3. Thread milling Milling with a disc cutter or comb cutter on a thread milling machine. Disc cutters are mainly used for milling trapezoidal external threads on workpieces such as screw and worm. Comb milling cutters are used for milling internal and external common threads and taper threads. Since it is milled with multi-edge milling cutters, the length of the working part is larger than the length of the thread to be machined, so the workpiece can be processed only by rotating 1.25~1.5 turns. Completed, high productivity. The pitch precision of thread milling can generally reach 8 to 9 grades, and the surface roughness is R5 to 0.63 micrometers. This method is suitable for the mass production of threaded workpieces of general precision or for roughing before grinding. 4. Thread grinding It is mainly used to machine the precision thread of hardened workpiece on the thread grinder. It can be divided into single wire grinding wheel and multi-line grinding wheel according to the shape of the grinding wheel. The single-line grinding wheel can achieve a pitch accuracy of 5 to 6 and a surface roughness of R1.25 to 0.08 micron. The dressing of the grinding wheel is convenient. This method is suitable for grinding precision screws, thread gauges, worms, small batches of threaded workpieces and shovel precision hobs. Multi-line grinding wheel grinding is divided into two types: longitudinal grinding method and cutting grinding method. The grinding wheel width of the longitudinal grinding method is smaller than the length of the thread to be ground, and the grinding wheel can be ground to the final size by moving the grinding wheel longitudinally once or several times. The width of the grinding wheel is larger than the length of the thread to be ground. The grinding wheel cuts radially into the surface of the workpiece. The workpiece can be ground by about 1.25 turns. The productivity is high, but the precision is slightly lower, and the grinding wheel is more complicated. The plunge grinding method is suitable for shoveling larger batches of taps and grinding certain fastening threads. Metal processing is worthy of attention! 5. Thread grinding    A nut-type or screw-type threaded lap is made of a soft material such as cast iron, and the portion where the thread has a pitch error on the workpiece is subjected to forward and reverse rotation grinding to improve the pitch precision. Hardened internal threads are also usually ground to eliminate distortion and improve accuracy. 6. Tapping and threading The tapping is performed by screwing the tap into the pre-drilled bottom hole of the workpiece with a certain torque to machine the internal thread. The thread is used to cut the external thread on the bar (or pipe) workpiece. The precision of tapping or threading depends on the precision of the tap or die. Although there are many methods for machining internal and external threads, small diameter internal threads can only be processed by taps. Tapping and threading can be done manually, as well as lathes, drills, tapping machines and threaders. 7. Thread rolling    Thread rolling is usually carried out on a thread rolling machine or on an automatic lathe with an automatic opening and closing thread rolling head. It is suitable for mass production standards. External threads for fasteners and other threaded couplings. The outer diameter of the rolling thread is generally not more than 25 mm, the length is not more than 100 mm, the thread precision is up to 2 (GB197-63), and the diameter of the blank used is approximately equal to the median diameter of the thread to be machined. Rolling generally cannot be machined, but for workpieces with softer material, the grooveless extrusion tap can be used to cold-squee the internal thread (up to a diameter of up to 30 mm). The working principle is similar to tapping. The torque required for cold extrusion of the internal thread is about 1 times larger than the tapping, and the machining accuracy and surface quality are slightly higher than the tapping. The advantages of thread rolling are: 1 surface roughness is less than turning, milling and grinding; 2 the surface of the thread after rolling can improve strength and hardness due to cold work hardening; 3 high material utilization rate; 4 productivity is doubled than cutting Increased and easy to automate; 5 rolling die has a long life. However, the rolling thread requires that the hardness of the workpiece material does not exceed HRC40; the dimensional accuracy of the blank is required to be high; the precision and hardness of the rolling mold are also high, and it is difficult to manufacture the mold; it is not suitable for the rolling of the tooth profile. Depending on the rolling die, the thread rolling can be divided into two types: twisting and rolling . Two silk threaded dies are arranged in a staggered 1/2 pitch, the static plate is fixed, and the moving plate is parallel to the reciprocating linear motion of the static plate. When the workpiece is fed between the two plates, the moving plate advances to press the workpiece, and the surface thereof is plastically deformed into a thread. Rolling radial rolling, tangential to the rolling and the rolling roller head 3 species. 1 radial rolling: 2 (or 3) threaded rolling wheels are mounted on mutually parallel shafts, the workpiece is placed on the support between the two wheels, and the two wheels rotate in the same direction at the same speed, one of which The wheel also performs a radial feed motion. The workpiece is rotated by the rolling wheel and the surface is radially extruded to form a thread. For some precision-adjusted lead screws, a similar method can be used for roll forming. 2 tangential rolling: also known as planetary rolling, the rolling tool consists of a rotating central rolling wheel and 3 fixed curved wire plates. When the wire is rolled, the workpiece can be fed continuously, so the productivity is higher than that of the wire and the radial wire. 3 Thread rolling: It is carried out on an automatic lathe and is generally used to machine short threads on workpieces. There are 3 to 4 rolling rollers distributed on the outer circumference of the workpiece in the rolling head. When the wire is rolled, the workpiece is rotated, the rolling head is axially fed, and the workpiece is rolled out of the thread. Thread processing common problems and solutions Sanitary Ferrules and adapters enable a piping system easy assembly and disassembly of process line. Whenever a change is needed in a piping line, it could be accomplished easily and quickly. Kaysen Steel provides not only single ferrule fittings but also ferrule sets including ferrules, tri-clamp fittings and sanitary gaskets.Sanitary Ferrules includes 3A Sanitary Ferrule/Adapters, DIN/SMS Sanitary Ferrules, ISO/IDF Sanitary Ferrules, material in SS304, SS316L, size from 1/2"-12". Sanitary Ferrule & Adapters,3A Sanitary Ferrule/Adapters,DIN/SMS Sanitary Ferrules Kaysen Steel Industry Co., Ltd. , https://www.chinasanitaryvalve.com



Sanitary Ferrules – Stainless Steel Sanitary and Hygienic Fittings:
▪ Size: 1/2″ - 12″
â–ª Material: SS304, SS316L, EN 1.4301, EN 1.4404 etc.
â–ª Standard: 3A, DIN, SMS, BS, ISO, RTJ, IDF, INCH,etc.
â–ª Sealing Gasket: Silicone, EPDM, PTFE, Buna-N etc.
▪ Temp.: -30°C / -22°F up to +120°C/ +248°F
â–ª Application: Pharmacy, Beer, Food, Petroleum, Dairy, Beverage, Biotech ,Cosmetics etc.