Application of Electromachining Technology in Aero Engines
As an important branch of special processing technology, electrical processing technology plays an irreplaceable role. This paper focuses on the application of typical electric machining technologies such as electric spark and electrolysis in key components such as turbine blades and integral blade discs of new aeroengines, as well as the development direction of advanced electric machining technology. 1. Application of EDM technology EDM is a special processing technology that uses electrical energy and thermal energy to remove metallic materials. It plays an extremely important role in the manufacturing of difficult-to-machine materials, complex profiles, fine surfaces, low-rigidity parts and molds. Figure 1 is an example of a multi-axis complex surface EDM process. The figure shows the integral impeller with crown. Due to its closed special structure, the obstacle of the tool cantilever beam is generated during the machining of the part. CNC milling is difficult to complete, and the selection of materials is mostly stainless steel, high temperature heat resistant alloy and titanium. Difficult-to-cut materials such as alloys make it a key technology in aerospace manufacturing, and multi-axis linkage EDM technology is particularly effective. FIG. 2 is a simulation diagram of a multi-axis linkage electric spark forming electrode and a motion trajectory. Figure 3 shows an application example of the slow wire cutting technique. The part is aero-engine compressor disc longitudinal tree and 锲-shaped blade mounting groove. The key technology is that multiple cutting technology can realize the processing without remelting layer, and at the same time ensure the machining accuracy and surface quality of the workpiece. Figure 4 shows an example of high speed electric spark hole machining technology. Massive group hole processing is a key technology in the processing of flame tube. The wall of the flame tube is thin, the size is large, the number of film holes is large, the holes are distributed in a spatial angle, and the processing method is limited by space. Therefore, film hole processing places high demands on processing equipment and processes. Figure 5 shows an example of the wear resistance of a spark-welded cemented carbide reinforced blade. EDM welding surfacing technology is developed on the basis of EDM enhancement. It further develops equipment functions, develops new process methods, repairs surface damage of mechanical parts, repairs micro-sizes, etc., and fills the aviation engine manufacturing. The gap in the field defect repair process has been successfully applied to engineering. Figure 6 is an example of a stack of opposing honeycomb loops inside and outside the EDM honeycomb mill. When the inner and outer layers are laminated with respect to the honeycomb ring, the surface of the outer honeycomb is first ground by the shaped electrode, and then the surface of the honeycomb in the shaped electrode is replaced. This internal and external stacking of opposing honeycomb ring processing is the first implementation in the industry. Fig. 7 is an example of processing a multilayer honeycomb ring using an EDM machine tool. This example is processed differently from a honeycomb grinder, primarily using forming equipment and designing shaped electrodes. The workpiece is fixed during the machining process, and the processing of the honeycomb ring is completed by rotating the formed electrode and performing a differential compensation motion. 2. Electrolytic processing technology Electrolytic machining is a modern special processing technology that uses the principle of anodic dissolution to remove materials and shape parts. It can process difficult-to-machine materials, complex structural parts, etc., with high processing efficiency and low cost. Figure 8 is an example of precision electrolytic machining of a blade. The number of blades in aero-engines is large and difficult to process, with the development of blade materials in the direction of high strength, high hardness, high toughness and the use of titanium alloys, cobalt-nickel super heat-resistant alloys, and special structures such as ultra-precision, ultra-thin, large torsion angles. The emergence of the blade has put forward higher technical requirements for electrolytic machining, making electrolytic machining one of the main and indispensable preferred process technologies in the manufacture of aero-engine blades. Figure 9 is an example of precision electrolysis machining of the integral leaf disc. The high-frequency narrow-pulse vibration electrolysis processing equipment realizes nanosecond-level rapid short-circuit protection technology, micro-scale precision filtration technology and advanced environmental protection processing system, ranking the world's leading level. As can be seen from the figure, Fig. 9a is a DC-ECM process (DC electrolysis) initial forming process, generally adopting nesting electrolysis to complete the rough processing of the blade type, and Fig. 9b is the final forming process of the PECM process (high-frequency narrow pulse vibration electrolysis). The precision machining without allowance is completed by forming the cathode profile processing. Figure 9 Example of precision electrolytic machining of the whole leaf disc Figure 10 is an example of mechanical electrolytic processing. According to the structural characteristics of the casing, the main processing part is the semi-finishing of the outer wall boss cavity. These machines adopt conventional machining methods, which are high in manufacturing cost, long in processing cycle, and low in production efficiency, and electrolytic processing can effectively improve efficiency and reduce costs. 3. Development of electrical processing technology With the development of power supply technology, control technology and process technology, electrical processing technology is also continuously improved and optimized. High-precision pulse power supply, high-frequency narrow pulse power supply and micro-filter system all provide reliable guarantee for the development of electric processing technology. Processing technology will develop in the direction of high precision, ultra-fine, high stability, digitization and automation, and is widely used in the field of aero engines. Anti Slip Vinyl Flooring,5Mm Spc Flooringwith Ixpe,Water-Resistance Spc Flooring,Eir Surface Flooring Jinan Caiming Wood Co.,LTD , https://www.caimingflooring.com Co., Ltd. Technology Center Electric Processing Level 4 Technical Expert Yu Bing")
Shenyang Liming Aero Engine (Group) Co., Ltd. Technology Center Electric Processing Level 4 Technical Expert Yu Bing 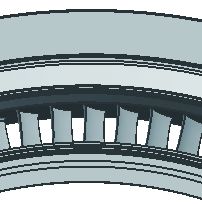
figure 1 
figure 2 
image 3 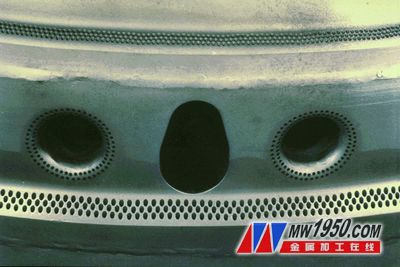
Figure 4 
Figure 5 
Image 6 
Figure 7 
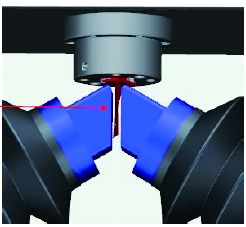
Figure 8 Example of precision electrolytic machining of blades 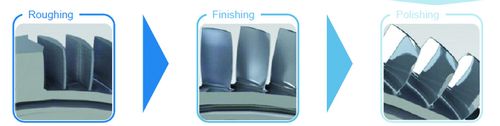
(a) (b) (c) 
Figure 10 Example of electrolytic machining