Production process of yarn-dyed double-silk knitted fabric
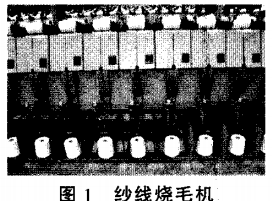
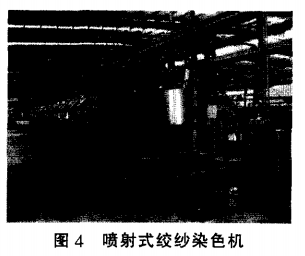
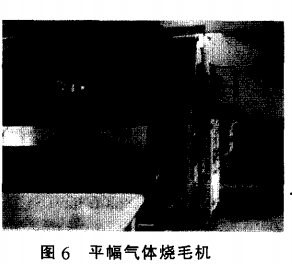
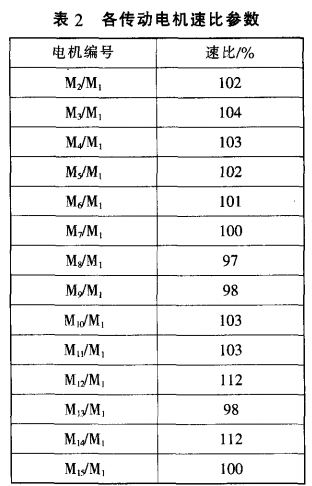
Abstract: The production process of yarn-dyed double-silk knitted fabrics includes the selection of raw materials. Singeing, mercerizing and dyeing of yarns, weaving of colored yarns. The singeing, mercerizing, finishing of the yarn-dyed fabric and the inspection and packaging of the finished fabric indicate that the key points of the process are as follows: Check whether the raw material (spun yarn) meets the standard by the quality of the final finished fabric; the electromechanical integrated singeing machine is used for the singeing of the yarn; after the skeining, the skein should be entered as quickly as possible to avoid the increase of the alkali concentration inside the wet skein. Dyeing process; no need to add alkali before dyeing: after dyeing, high-quality circular machine is used for weaving; then, flat-width gas singeing, flat-width mercerizing and rope-like washing of yarn-dyed fabric: and opening in rolling water, no After tension drying, tenter shaping and tenter pre-shrinking, combined with the use of soft smoothing agent to ensure the feel and quality of the cloth: in the final packaging, the straight tension of the yarn-dyed double-filament light cloth should be minimized. Key words: dyed double-filament optical knitted fabric; skein; singeing; dyeing: mercerizing; colored yarn; circular weaving With the continuous improvement of living standards. People's choice of knitwear fabrics will pay more attention to health, environmental protection, comfort and performance. Yarn-dyed fabric that has been processed by yarn and fabric. Because of its silky luster, smooth and full hand, minimal shrinkage, excellent color fastness, drape and breathability. It has become the primary choice for cellulose fiber knitted fabrics, high-grade knitted T-shirts, etc. The production process of yarn-dyed double-silk knitted fabrics is: yarn singeing, mercerizing and dyeing one-color yarn circular machine weaving one-color woven fabric singeing, mercerizing and finishing A finished cloth inspection and packaging This article takes 9.7 texx2 combed long-staple cotton woven fabric as an example of about 140 g/mz single-sided jersey. 2. Explain the entire production process of yarn - dyed double silk fabric. And analyze each process in each step 1 raw materials The choice of raw materials (silk yarn) in double-silk fabrics is very important. The quality of cotton yarn will greatly affect the style of the finished fabric. Especially the gloss and feel can be sampled first. Check whether the raw material f yarn is up to standard in the quality of the final finished fabric. As a yarn for high-grade knitted fabrics. Basically, the cotton combed strands with a content of more than 50% of Xinjiang long-staple cotton will be selected. 100% Xinjiang long-staple cotton is more preferable: if the cost allows, it is recommended to use the combed strands containing 30% to 100% Egyptian long-staple cotton to produce 140 g/m2 double-filament T-shirt fabrics with the following specifications and twists: Specifications 9.7 texx2 æ» and twist single yarn Zæ»960~1 050æ»/m strand Sæ»770~900æ»/m 2 yarn singeing, mercerizing and dyeing 2.1 Yarn singeing Currently. The best way to remove the hairiness of the yarn surface is still the high temperature flame combustion. 2.1.1 Yarn burning equipment 4. Select a new type of electromechanical integrated singeing machine with high efficiency, energy saving, stable performance, safety and reliability. For example, STM type singeing machine of Shandong Tongji Electromechanical Co., Ltd. is shown in Figure 1. 2.1.2 Main points of yarn singeing process a. The temperature of the crater is around 1 050 °C. The speed of the yarn through the crater is about 650 m/rnin: b. Carefully adjust each fire. Make sure that the burners are in the same state of combustion. The flame temperature is consistent: c. Provides a wind pressure of approximately 170 to 200 kPa through the supplied blower. The pressure of the liquefied gas or natural gas supplied to the crater after decompression is adjusted to approximately 4 5 kP 2.1.3 Quality requirements Visually, the hairiness is basically burned. The rating is above grade 4: the appearance of the finished yarn after singeing is consistent. No yellow and white stalls. 2.2 twisted 2.2.1 twisting equipment 2. The old - fashioned stranding machine uses mechanical traverse to reciprocate the yarn. There are widespread defects such as uneven thickness and hard edges of the skein. Therefore, the servo motor is used as the new type of slewing machine for traverse control. This machine frame length control, speed adjustment, twist width, etc. are all digital computer programming input. The operator's variety change, process correction, control quality, etc. are quite convenient. The representative machine of this model is HS-105CH of Shanghai Haishi Flower Textile Machine. 2.2.2 twisting process parameters a. Twisting weight: taking into account factors such as the operational proficiency of the mercerizing workers, the fine yarns and the high quality requirements of the final product. Choose 250 ~ 300 g / twist. When the mercerizing operation reaches a certain level of proficiency. Consider adding to 350 ~ 400 g / twist: b. Wrapping width: 160 mm (250 g/twist); c. Yarn frame length: 137 em; d. Number of stranded strands: 6 (equal moment); e. Twisted frame production speed: 120 ~ 160 r / min. 2.2.3 Quality requirements The required frame length is consistent and the weight is consistent. Evenly twisted, uniform thickness, no hard edges. If there are different lengths or uneven thickness, etc. Will cause different yarn tension in the subsequent mercerizing. There is a difference in the effect of mercerizing. Directly affect the color absorption of mercerized yarn dyeing. And the colored yarn is easily woven into a cloth and is likely to generate irregular crossings. 2.3 yarn mercerizing 2.3.1 Yarn mercerizing equipment The Italian double-sided double-armed JAEGGLI ALS2000 mercerizing machine is the first choice of solid structure, stable performance and high degree of automation. And the tensile force of the tension roller can reach 70 t. Both coarse and fine yarns are suitable. as shown in picture 2. In recent years, domestic equipment has reached a certain level. Such as Shandong Tongji Electromechanical Co., Ltd. TM09GA type. 2.3.2 yarn mercerizing process parameters Figure 3 is a running process curve of the mercerizing machine. A mercerizing program takes about 6 minutes (including the upper and lower yarns). The technical parameters are as follows: Liquid alkali concentration: 260 g / I: liquid alkali temperature: (23 ± 2) cc. A liquid exchange refrigerator with sufficient cooling capacity is required to ensure the stability of the lye temperature throughout the production process: liquid alkali permeability: ≤ 5 s (settling time of industrial canvas in lye). This indicator is important to ensure that the mercerization of the mercerized yarn is uniform: Alkali-resistant penetrant: 3 g/L; Hot water wash water temperature: 70 ~ 80 ° C: Warm water wash temperature: 50 ° C; Loading capacity (one-time production yarn weight): 8~10 kg; Mercerized yarn frame length: 137 cm 2.3-3 Operation points and quality requirements The operation of the mercerized roller sleeving needs to be strictly in accordance with the quantity and method specified in the process. Make sure the yarn path is straight and frontward: keep the spray pipe open and the water distribution is average. To ensure that the hot wash, warm water wash is sufficient and uniform; the stretch frame length is consistent: the appearance of the gloss is uniform: the yarn path is straight and there is no staggering. Uninterrupted yarn: uniform and uniform with the amount of liquid. 2.3.4 mercerized wet yarn storage Because the mercerized wet yarn still carries a higher concentration of lye. Once exposed to the air, it will be air dried. Causes a sharp rise in the concentration of the internal wet skein alkali. This concentration will even exceed the concentration of mercerized alkali. This can cause damage to the yarn. The correct dyeing effect that directly affects the subsequent dyeing process is to coat the wet skein with a plastic film. Keep it out of the air or soak the wet skein in clean water until it is dyed on the machine. 2.4 skein dyeing There are two different forms of dyeing. That is, hank dyeing (snap dyeing) or cheese dyeing. If you choose cheese dyeing. 3. After mercerizing, the wet yarn needs to be neutralized by alkali. Dry again. Then the winding is dyed. This is time consuming and energy consuming. Therefore, skein dyeing is generally recommended. 2.4.1 Dyeing equipment 4. Select spray skein dyeing machine. As shown in Figure 4. The utility model has the advantages of simple structure, convenient operation, relatively small bath, low energy consumption, small color difference in the skein of the cylinder, and easy control of the dyeing quality. 2.4.2 Dyeing process There are no special requirements for the pretreatment process of hank dyeing. However, after mercerizing, the wet skein contains more lye (NaOH concentration is about 20 ~ 40 g / L). Therefore, the process curve of the skein dyeing process can be carried out without the need to add alkali in the pre-treatment prescription, as shown in Fig. 5. Dye selection: Because of the yarn-dyed knitted fabric, it is also necessary to carry out the mercerizing of the grey fabric. Therefore, the double monochlorotriazine structure is usually used. That is, high-temperature reactive dyes with excellent alkali resistance. Such as DyStar H-E type, Clariant X type and domestic brand KE type. Process parameters: a. The forward and counterclockwise cycle ratio is 5:l b. The injection pump motor supply frequency is about 44 ~ 46 Hz (if the main pump motor does not have frequency conversion, then adjust the dye flow valve to about 85%): c. Bath ratio about 1:10 2.4.3 Operation points a. It is necessary to attach great importance to the yarn and unloading of the mercerized yarn, so that the thickness of the yarn is uniform, the lines are straight, the eyes are not leaking, and the yarn is not wrapped; b. Handle gently, prevent hooking and scratching: c. It is characterized by fast dyeing and easy coloring on silk yarn. Adding salt and alkali, etc. should be strictly in accordance with the process rules 2.5 color yarn dehydration The dewatering method of the mercerized yarn is preferred to the rolling of the rubber roller, and the outstanding advantage is that the color yarn is deformed after being squeezed and dehydrated, and the yarn layer is good. It can greatly reduce the occurrence of broken and chaotic yarns caused by dehydration: if the conventional centrifugal dewatering method is used, such as the dewatering machine with a diameter of 1 500 mm. 4. The net bag should be selected for the overall loading and unloading operation. To reduce the occurrence of breaks, chaos and surface scratches 2.6 color yarn drying 2. Use double layer track to transport continuous hot air oven. The best choice of heating box for more than 12 boxes of extended models for drying In order to improve the feel and softness of the mercerized yarn as much as possible. Use lower temperature and slow drying process. The set temperature is decremented from the inlet end as the wet yarn undergoes a change from wet to dry state in the oven. Therefore, from the perspective of ensuring that the yarn is not blown and energy-saving. When the oven used is equipped with a fan motor inverter. The specific temperature setting and the frequency of the fan motor should be set according to the front and rear box numbers from high to low. Track running speed can be controlled at 0.3~0.4 m/min. Actual production time. Adjust the yarn dryness, that is, the moisture regain rate, to about 7%. 2.7 color yarn winding 2.7.1 Winding equipment A new type of winder, such as TM092JC type, equipped with advanced control technology such as DC motor driven creel, skein active unwinding, yarn tension real-time detection, sub-automatic speed-up and speed reduction, and super-tension self-stop is selected. 2.7.2 Process points a. Skein should be combed straight before entering the scaffolding. Do not cross without winding: b. The winding line speed can be controlled at 500~800 m/rain; c. The intermediate joint must be air-sealed and the joint strength must be more than 80% of the yarn itself: d. The weight of the yarn is 800 1 000 g. The yarn is well formed and must not have spider webs, belts, chrysanthemum cores, etc. 3 circular machine weaving 9.7 tex × 2 strands of yarn through the above After the process is processed into a silk color yarn. The actual linear density is about 9.1 tex~2. The knitted yarn-dyed color strips are different in length due to the cyclic pattern. Usually divided into two categories of large loops and small loops (also known as automatic and ordinary strips) with 9.1 tex × 2 strands as raw materials on the common 102-way single-sided machine with a maximum cycle length of no more than 5.5 cm. More than this loop length is called a large loop cloth. Must be produced on an automatic threading machine 3.1 Equipment and Process 3.1.1 Small loop (normal strip) Model 4-needle single-sided circular machine Total number of roads 102 F Tube diameter 863.6 mm (34â€) Total number of needles 2 988 Machine number 28 pins/25.4 mm Production speed 22 r/min Weaving yarn length (coil length) 13.4~ 13.5 cm/50 needles Blank width is about 2 200~2 300 mm The rough mass is about 120 g/m: 3.1.2 Large Cycle (Automatic) model Single-sided four-color automatic adjustment line round machine Total number of roads 48 F Tube diameter 863.6 mm (34â€) Total number of needles 2 988 Machine number 28 pins/25.4 mm Production speed 20 r/min Color yarn color quantity Generally no more than four colors Weaving yarn length (coil length) 13.4~13.5 cm/50 needles The width of the blank is about 2 200 to 2 300 mm The rough weight is about 120 g/m 3.2 considerations 3.2.1 Mercerized yarn is slightly harder than unfilament yarn. Overall weaving performance is also slightly worse. Therefore, in addition to dyeing, soft and smooth treatment must be good. The weaving machine should check the machine for high quality. Ensure that the selected syringe needle groove has no visible wear. Use new knitting needles whenever possible. Carefully adjust the yarn tension to make it uniform 3.2.2 The process of dyed color strips is very mild. It is not easy to remove oil and dirt. Therefore, water-soluble knit oil must be used to reduce the phenomenon of oil needle defects: the machine and the surrounding area should be kept clean. 3.2.3 If the circular cylinder of the circular machine is off the machine, stack it for too long. Easy to produce midline creases. For cloth that takes only a few days after the next process, the singeing, mercerizing and finishing of the 4-color woven fabric should be stored in the open position. 4.1 flat singeing After the circular machine is finished, the blank fabric can be singed by the cloth, the seam head and the cut cloth. The yarn-dyed color cloth is suitable for flat singeing. 4.1.1 Singeing equipment Select Fengguang Machinery PK 3-1600 flat air flame singeing machine. One positive and one opposite double fire. Mechanical door width 2 600 mm. As shown in Figure 6 4.1.2 Process parameters and precautions a. Mixed gas pressure: 2 kPa: b. Clean the fire in time to ensure that the flame is even blue-green. Flame temperature is about 1 100 o C: c. Speed ​​80 m/min: d. No holes or exposed yarn ends are allowed in the yarn-dyed fabric. Check or repair before singeing: e. Turn on steam to extinguish the fire. Fighting residual Mars to ensure safety. 4.2 flat mercerizing There is more residual ash on the scoured grey fabric. Therefore, it is necessary to carry out "over cloth" before entering the mercerizing machine. To shake off the ash and the Mars that are not completely extinguished. This process can be performed on a vertical sectioning machine 4,2.1 mercerizing equipment 4. Choose the flat mercerizing machine from German Gloria Company (now Hong Kong Lixin Company). As shown in Figure 7. The machine adopts a flat ray method combining straight roller and tenter pin chain. While improving the mercerizing effect, the lateral tension can be well controlled, and the left, center and right density of the mercerized cloth are kept consistent. At the same time, the mercerizing machine uses the speed ratio to control each AC variable frequency motor. To ensure low tension and gentle handling of the double-silver single-sided jersey fabric, the speed of each drive motor and main motor (M1) is as follows. The rear section of the mercerizing machine shown in Table 2 is equipped with a new drum washing, which is characterized by high efficiency, water saving and steam saving. 4.2-2 mercerizing process conditions Alkaline concentration 270 g/L Mercerizing penetrant 3 g/L Lye temperature 20 ° C Stable bath temperature 70 ° C Washing tank temperature 80 ° C Production speed 22 m/min Falling cloth surface pH 7 4.2.3 Precautions a. According to the color stripe road seam head. Keep it flat and not wrinkle. Front and rear door width alignment b. 1. The mercerizing penetrant is continuously added by metering pump. To ensure a constant concentration of penetrant in the lye c. Adjust and control the tension of the mercerized zone to ensure no curling or wrinkle. d. Use high permeability to neutralize acid. Minimize the amount of alkali in the mercerized cloth to prevent the reactive dye from fading in the storage of the wet cloth. e. When the dye used in the production of deep dark color or color yarn is poor in alkali resistance. Check the contamination of the lye at any time. Replace all or part of fresh lye if necessary 4.3 rope washing Although in the back of the mercerizing machine, after a strong drum washing and acid neutralization. The surface pH test of the cloth is basically neutral, but the lye that has penetrated into the cloth has not been completely removed. Therefore, it must be subjected to de-alkali treatment through a rope-shaped washing tank (normal temperature dyeing tank). 4.3.1 Process conditions Washing temperature 60 ° C Washing time 20 min Bath ratio 1:20 Neutralizing acid 0.5~1.0 g/L Bath treasure 1 g / L Anti-sticking agent 1.5-2.0 g/L Cloth speed 100 m/min 4-3.2 Precautions a. 3. Mercerized cloth is more likely to cause scratches when running in rope. Therefore, the metal surface in the washing tank that is in contact with the cloth must be absolutely smooth. At the same time, add appropriate amount of softener in the bath. b. Use large bath ratio, lower temperature, higher anti-sticking agent dosage. The purpose is to prevent the interaction of a small amount of hydrolyzed dyes produced in the mercerized silk cloth, and adjust the parameters and additives. 4.4 rolling water opening Adopting the Italian CORINO rolling water retracting opener, the double-filament fabric which is rolled, stretched and re-rolled by the model is compared with the traditional process of centrifugal drying and then opening. Can achieve good anti-crease, anti-scratch effect, and labor saving, provincial process 4.5 tension-free drying The Lixin door Fuji JETAIR 5000 flat net loose dryer is used. The hot air nozzles of the machine are arranged alternately. 2. The mercerized yarn - dyed fabric is wavy forward after being fed. It will receive airflow pulse vibration when entering the oscillation zone. It produces optimal relaxation and contraction both in the straight and lateral directions. This can improve the shrinkage of the fabric while improving the hardening properties of the mercerized fabric. The process parameters for obtaining a softer feel are as follows: Temperature °C 130 car speed about 30 m/min Overfeed 15% to 20% Fan speed is about 990 rpm (41 Hz) 4.6 tenter shaping 4.6.1 Shape equipment 4. Use 8 or more boxes of knitted fabrics for the opening and setting machine. With a low tension feeding device, with a rolling car, with photoelectric automatic weft, with a variable frequency speed control air volume control dual air duct system. Such as the door Fuji ES828 type. 4.6.2 Process parameters Cabinet temperature 140 °C Speed ​​22 m/min 4.7.3 Process points and finished product requirements Fan speed (motor frequency) 46~48 Hz Feeding cloth overfeed 15% 25% Fast penetrant 5 L Silicone softener 100 g/L Rolling rate 65% Width setting 160 cm 4.6.3 Process points a. Reduce the tension of the cloth as much as possible. To ensure that the straight shrinkage rate is up to standard b. Regularly check the rolling margin of the car and the middle part. Make sure to apply the softener after padding. The left, right, and right sides of the cloth are evenly distributed. c. At least 3 times the distance between the cloths and the cloth. And to adjust the amount of feed into the cloth. d. The last box (outlet section) of the machine is turned off. In order to minimize the temperature of the cloth. e. A centrifugal humidifier is installed in the cloth section to improve the moisture regain of the cloth. f carefully selected and formulated silicone soft smoothing agent. Make sure that the two-filament-dyed fabric is both soft and smooth. Both good drape and flexibility 4.7 tenter pre-shrinking 4.7.1 tenter pre-shrinking equipment This process is to improve the feel and gloss of the double-silk fabric. Further reduce the remaining shrinkage rate equipment to choose Fengguang's POONG KWANG tenter pre-shrinking machine. The machine is equipped with a pulp edge, a bake edge, and a trimming device. The needle-drawn tenter section can be customized to 12 m at the request of the factory. For the thin cloth, the edge pulp is just long enough. The feeding of super feed, steam to wet, double roll double blanket pre-shrinking can ensure the realization of high standard physical indexes of double silk fabric. 4.7.2 Process parameters Feeding cloth overfeed 12%~1 8% Car speed 13~18 m/min Steam pressure >O. 4 MPa Heating roller temperature 125°C The lower blanket tension is about 0.25 MPa The blanket tension is about O. 40 MPa 4.7.3 Process points and finished product requirements a. Wet steam should be carefully adjusted to ensure that it is just right. Too little pre-shrinkage is affected. Too much wetness may result in a watermark b. When adjusting the tension of the blanket, pay attention to uniformity. Keep the force consistent. In order to avoid wrinkles and creases 5 inspection and packaging 5.1 Finished fabrics are subject to strict inspection. Fix small defects such as small leaking needles, slight oil stains, etc. or mark defects and score. In the accumulated credits allowed by the standard, the package can be entered into the packaging weight stage. The packaging can be folded or reeled according to customer requirements. However, it is necessary to pay attention to reducing the straight tension during packaging processing. 5.2 Physical indicators of the final finished fabric Width: Small cycle 163 cm. Large cycle 157 cm; Gram quality: 140 g/m: Strip spacing: determined by the design pattern; Straight and horizontal residual shrinkage: <3%: Feel: Excellent (both smooth, full, elastic, drape): Mercerized gloss: obvious 6 Conclusion 2. The yarn - dyed double - silk knitted fabric has a long process of production. Each workshop must strictly implement the planning instructions. Strictly observe the working hours. Ensure that the various processes are interlocked and smoothly carried out. Especially for the dyeing process after the yarn, the desalinated water washing after the yarn-dyed cloth, the tension-free drying after the opening and rolling, etc. Try to be able to work continuously and in one go. In addition, it is necessary to improve the management level from the order after the order, process analysis, raw material selection, planning arrangement and down to the on-site management, intermediate inspection and finished product inspection. The manager shall monitor each department to complete the processing according to the established process. This will ultimately ensure that the finished fabric meets the design requirements. Customer satisfaction.
Ever wonder if you could turn your car's interior into a full-on light show? Well, that's now possible because many modern vehicles offer cool ambient lighting, even on non-luxury cars. Keep reading to find out what ambient lighting is, as well as what cars have the best ambient lighting systems.
What Is Car Fiber optic Lighting? The feature utilizes interior lights mounted around the cabin to enhance the design and maybe even soothing driver and passenger. In addition to the foot wells, some ambient lighting systems often illuminate the door and dash trim, cupholders, climate control vents, and speaker surrounds.
Car Fiber Optic Lighting,Fiber Optic Lights Car,Fiber Optic Car Lighting,Fiber Optics In Cars Jiangxi Daishing POF Co.,Ltd , https://www.jxopticfibrelight.com